硬質合金刀片硬度高、脆性大、導熱性差、熱收縮率大,通常應采用金剛石砂輪進行刃磨。但因金剛石砂輪價格昂貴,磨損后不易修復,因此很多工廠仍采用普通砂輪進行刃磨。在刃磨過程中,由于硬質合金硬度較高,普通砂輪的磨粒極易鈍化,劇烈的摩擦使刀片表面產生局部高溫,形成附加熱應力,極易引起熱變形和熱裂紋,直接影響刀具使用壽命和加工質量。因此,應采取必要措施防止刃磨裂紋的產生。通過加工實踐,總結出以下可有效防止或減少刃磨裂紋的工藝措施。
1 負刃刃磨法
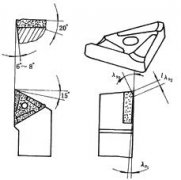
負刃刃磨法是指在刃磨刀具前,先在前刀面或后刀面上磨出一條負刃帶。硬質合金屬于硬脆材料,刃磨時因砂輪振動使刀具受到沖擊載荷,容易發生振裂;同時,磨削區的瞬間升溫與冷卻使熱應力可能超過硬質合金的強度極限而產生熱裂紋。采用負刃刃磨法可提高刀片強度,增強刀片抗振性和承受沖擊載荷的能力,并增大受熱面積,防止磨削熱大量導向刀片,從而減少或防止裂紋產生。
2 用二硫化鉬浸潤砂輪
在常溫狀態下,將粉狀二硫化鉬與無水乙醇制成混合溶液,然后在密閉容器內(防止乙醇揮發)將新的普通砂輪浸泡在混合溶液中,14小時后取出,自然干燥18~20小時,使砂輪完全晾干。經上述處理的砂輪內部空隙中充滿二硫化鉬,對磨粒可起到潤滑作用,使砂輪排屑良好,不易堵塞。試驗證明,用二硫化鉬浸潤過的砂輪磨削硬質合金刀片時,磨削鋒利,磨粒不易鈍化,工件變形小,排屑順暢,磨屑形狀基本呈帶狀,可帶走大部分磨削熱,從而改善磨削效果,提高刀片成品率。
3 合理選用磨削用量
若刃磨過程中摩擦力過大,可導致磨削溫度急劇上升,刀片易發生爆裂,因此合理選用磨削用量十分重要。常用的合理磨削用量為:圓周速度v=10~15m/min,進給量f縱=0.5~1.0m/min,f橫=0.01~0.02mm/行程。手工刃磨時,縱向和橫向進給量均不宜過大。
4 其它工藝措施
刀桿剛性不足、刀具夾持不穩、機床主軸跳動等均可能引起刃磨裂紋的產生,因此,由機床、砂輪、夾具和刀具組成的加工系統應具有足夠剛性,且應控制砂輪的軸向和徑向跳動。
造成硬質合金刀具產生刃磨裂紋的因素較多,只有選用合適的砂輪,同時采用合理的磨削工藝,才能有效避免裂紋產生,提高刃磨質量。
熱門推薦
聯系我們
- 售后熱線: (+86)769-83811196
地址:東莞市常平鎮橋瀝工業區15棟
TAG關鍵詞
- 東莞CNC加工,車床加工廠,車加工,軸加工,五金產品,cnc加工,不銹鋼加工,鈦合金加工,深圳CNC加工,車床件加工,車削加工,配件加工,五金件加工,深圳五金加工廠,銅件,鈦加工,鈑金成型,五金制品,表面處理,鈦零件,鋁制品,鋁件加工,沖壓模具,東莞沖壓,沖壓,鈑金加工,鋁零件加工,鈑金折彎,鈑金廠家,沖壓件,五金沖壓,鈑金成,nc加工,非標五金件,五金沖壓,沖壓廠家,東莞沖壓,沖壓模具,沖壓件,沖壓模具,東莞沖壓,沖壓,沖壓件,五金沖壓,鈑金成,五金沖壓,鈑金成型,壓鑄,沖壓模具,東莞沖壓,沖壓件,五金沖壓,鈑金成,沖壓件,五金沖壓,鈑金成,沖壓模具,東莞沖壓,沖壓,車床加工廠軸加工,數控機床加工,削加工,不銹鋼加工廠,鋁面板加工,鋁殼加工,東莞車床加工,不銹鋼制品加工廠,不銹鋼深加工,東莞五金加工,深圳五金制品,深圳五金加工,東莞五金加工廠家,不銹鋼加工定做,CNC數控加工,數控加工廠,鋁制品加工廠家,高精度cnc加工,cnc加工公司,鋁件精加工,鋁氧化加工,鈦零件,非標五金件,機器加工,大型車床加工廠,精密車床加工,機械加工,數控車床加工廠,
CNC車床加工防止硬質合金刀具刃磨裂紋的工藝措施
作者:車床加工-CNC零件-數控機械加工手板-東莞市雅迅電子五金制品有限公司 發布日期:2018-10-25 10:50